1、砂锯锯条分类
锯条是砂锯锯解中非常重要的切削工具,它有以下几种类型:
无齿锯条
又称钢带。这种锯条一般与单摆式框架锯配套使用。由于锯解过程中砂浆很难渗入到锯缝的底部,锯条切削力差,锯条消耗、磨损严重,生产效率低,产品质量差,操作工劳动强度大,生产成本高而逐渐被淘汰。
穿孔锯条
与平移式框架锯配套使用,其表面上交错地轧有一系列直径为36的孔,这些孔的作用是使砂浆通过这些孔渗入到锯缝的底部,从而提高了锯条的切削力,提高了生产效率。这种锯条的宽度为180mm,厚度为6 mm,孔距一般在500~600 mm之间。
开槽锯条
最适合复摆式砂锯的锯条。在锯条的表面开有一系列宽14mm,深0.2mm的槽。通过这些槽,砂浆可以很容易地渗入到锯缝的底部,从而大大提高锯条的切削力,提高生产效率,减少锯条的磨损,提高锯条的使用寿命,降低了生产成本。这种锯条长度为了3300~4500 mm,宽度为90~120 mm。从经济性的角度考虑,以100 mm宽的为佳。
开槽锯条的深度不能太深,太深了对锯的强度有很大影响,易导致锯条断裂;但也不能太浅,否则砂浆不容易渗入到锯缝的底部,起不到提高锯条切削力的作用。
凸缘锯条
由意大利的MARMILAME公司生产的一种新型锯条。这种锯条与开槽式锯条完全不同,它的表面隔一定距离被制造成凸起的形状,类似于开槽锯条用于流淌砂浆,使砂浆可以很容易地就渗入到锯缝的底部,从而提高锯条的锯削力,减少锯条的磨损,提高生产效率。
这种锯条在性能上明显优于前三种锯条,主要表现在:
锯条的强度、刚度大大增加。由于锯条制造成凸起的形状,相当于锯条增加了加强筋,从而大大提高了锯条的强度、刚度,使锯条断裂的机率大大减少。
砂浆的渗入量大大增加。凸缘改善了砂浆的流速,使砂浆的流速加大了,从而使更多的砂浆能及时补充到锯缝的底部,锯条的切削力大大地提高了,锯解的效率也会提高的。
2、几种锯条的机械性能对比
普通平板式锯条
技术参数如下:
锯条规格:(长*宽*厚):(2700~4000)*(110~140)*(3~4.5)mm。
锯条材质:45#、40Mn、60#、60 Mn~65Mn。
锯条的力学性能:抗拉强度σb≥630MPa;洛氏硬度≥HRB91。
开槽锯条
技术参数如下:
锯条规格:(长*宽*厚):(2700~4000)*(110~140)*(3~6)mm。
锯条材质:45#、40Mn、60#、60 Mn~65Mn。
锯条的力学性能:抗拉强度σb≥630MPa;洛氏硬度≥HRB91。
穿孔锯条
技术参数如下:
锯条规格:(长*宽*厚):(3400~4400)*180*6mm。
锯条材质:60 Mn~65Mn。
锯条的力学性能:抗拉强度σb≥833MPa;布氏硬度≥HB230。
3、砂浆
砂锯锯条必须与砂浆配合,才可以产生锋利的锯削力,使坚硬的花岗石材料被锯切成一片片大板。
加砂方式
砂锯加砂方式有两种:人工加砂、泥浆泵自动加砂。
人工加砂完全是依赖于人工加石灰、钢砂,工作劳动强度大,工作环境差,且加砂的准确量差,随意性大。
自动加砂依赖于设备完成。操作工劳动强度低,工作环境良好,且加砂的准确量高,随意性小。目前,大多数砂锯主要是以自动加砂为主。
砂浆配制材料
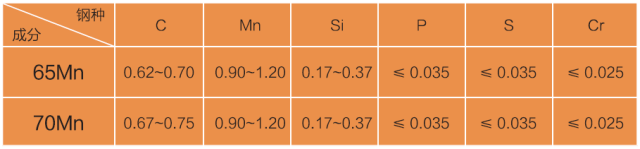
多棱钢砂、铁砂、石榴砂、石英砂、河砂。钢砂的常用粒度为16目、20目、24目。钢砂由优质钢料加硅锰等合金材料组合成的。技术参数如下:
化学成分(%):C(0.85~1.20);Si(0.4~1.5);Mn(0.6~1.2);S,P≤0.05。
D硬度:HRC60±2
金相组织:回火马氏体上均匀分布的弥散的碳化物。
砂浆配制方法
磨料浆成分重量比:50%水;15~30%钢砂;20~35%石灰;初始浆料可按1500kg水、800kg钢砂、500kg石灰、300kg粘土配制。
砂浆密度:1500~2500kg/m3。
新浆配制方法
一台新的砂锯投入使用,必须配制砂浆。砂浆的配制可选用循环水处理压出的泥浆、龙海多棱钢砂、石灰配制。如无泥浆也可选用黏性好的黄泥、龙海多棱钢砂、石灰配制。
砂浆由钢砂、石灰、石屑和清水混合而成。石灰防止锯条和钢砂生锈,清水冷却锯条,同时又是石灰和钢砂的媒液。钢砂和锯条一起,构成锯切过程的主体材料。
钢砂含量即砂浆中钢砂所占的比重,是锯解的重要参数之一,决定着锯切花岗石的生产效率、产品质量、生产的综合成本。
4、砂锯锯夹
主要功能是夹住锯条的装置,没有它,锯条不可能被牢固地安装在锯框中。砂锯锯夹总共有四条:分为A1、A2、B1、B2,成对组成。A1和A2一对,B1和B2一对。A1的长度:1078mm,A2的长度:1340mm, B1的长度:1240mm,B2的长度:1125mm。也可根据客户的需求来定做。
5、砂锯锯条使用注意事项
合理的砂浆浓度
锯解荒料的过程,要经常检查砂浆的浓度。过低、过高的砂浆浓度对锯切过程都不利。
砂锯在锯解过程中,操作员要对所操作的机台砂浆浓度进行认真细致的检测。开机0.5小时时就要对砂浆的浓度进行检测;以后每2小时就要测量一次。检测项目有砂浆的比重、砂浆的浓度、砂量、锯条的张紧力。一般砂浆的浓度为1700g~1900g/L;中间锯解的速度为20~40mm/h;总含砂量为180 g~300 g/L。
砂浆浓度控制与检验的方法如下:
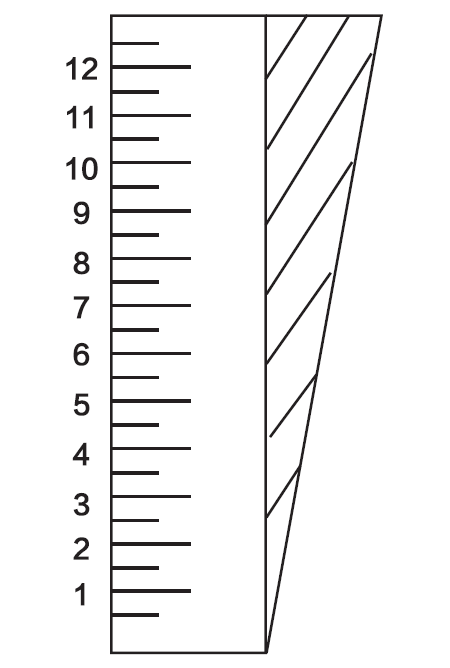
砂锯刚开机时,由于锯条刚切入荒料,尚未完全没入荒料中,为防止偏锯,防止可能出现厚薄板,弧形板,砂浆的浓度要高,增大锯条的切削力,减少锯条运行的阻力。为达到此目的,在砂浆的比例中,钢砂的比例要高于正常锯解时的比例。砂浆浓度可以自制简易浓度测量仪进行检测。用测量仪来检测,砂浆浓度在11~12时最适合。
当锯条完全没入荒料中时,砂浆浓度要较开机时有所降低。以砂浆浓度9~10为宜。此时,可以通过增加石灰量、水量来降低砂浆的浓度。
当锯条锯到距荒料底100mm左右时,要停止加砂,降低砂浆的浓度。
锯条的勤检查
锯解过程中要勤检查锯条的张紧情况,及时发现松动的锯条,防止锯条的松动可能引起的其他事故。
合理的锯解工艺参数
依据锯条锯解的石材硬度来选择合理的进给参数。
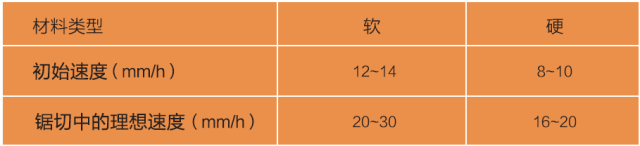
(说明:表中参数低值与高值相差较大,低值是锯刚切入石材时的速度。随着锯切的不断深入,逐渐加大切入速度。在加速的过程中要观察电流表或砂锯上的数字显示器,当电流表逐渐上升到快到额定电流时,要停止加速。加速过程中也可以通过倾听锯切的声音判断速度是否达到了一个合理值。速度的调节主要通过控制面板上的主轴电机调速旋。)
